28 единиц оборудования, в том числе
Opening

В сердце Мангистау — современные технологии и богатое наследие
В промышленной зоне города Актау, на месте легендарного предприятия АКМО-88, сегодня работает ТОО «Acton Flow» — один из крупнейших производителей трубопроводной арматуры и нефтепромыслового оборудования в регионе.
Мы гордимся своей историей и продолжаем её с новым качеством. Наследуя лучшие традиции машиностроения, Acton Flow объединяет опыт прошлых поколений с современными технологиями.
Наши производственные мощности включают:
-

-
16 высокоточных станков с ЧПУ
-
2 мощных 4-осевых горизонтальных металлообрабатывающих центра весом по 25 тонн
Мы гордимся своей историей и продолжаем её с новым качеством. Наследуя лучшие традиции машиностроения, Acton Flow объединяет опыт прошлых поколений с современными технологиями.
Industrial equipment manufacturing
Производство промышленного оборудования

Трубопроводная арматура
Задвижки, шаровые краны, обратные клапаны — для систем высокого давления и агрессивных сред
Нефтегазовое оборудование
Надёжные решения для нефтегазовой отрасли
Промышленные насосы
Перекачка вязких и абразивных жидкостей, адаптация под задачи клиентаOverview of core equipment
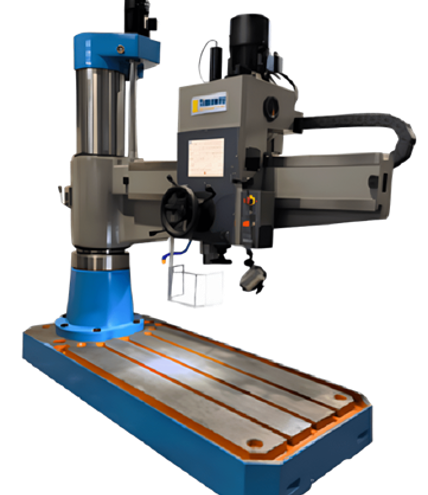
Кратко об основном оборудовании

- Макс. Ø обработки над станиной: 630 мм
- Макс. Ø над суппортом: 420 мм
- Вес: 4 300 кг
- Габариты: 4200×2050×1880 мм
- Количество: 6 ед.
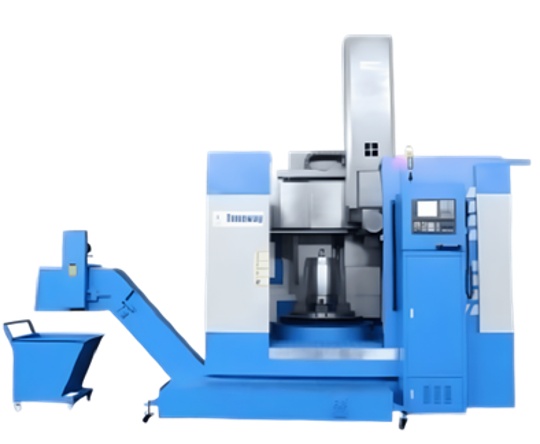
- Ø рабочего стола: 1010 мм
- Ø поворота: 1250 мм
- Вес: 2 000 кг
- Габариты: 5200×3250×4380 мм
- Количество: 4 ед.

- Макс. Ø над станиной: 800 мм
- Макс. Ø над суппортом: 450 мм
- Вес: 4 300 кг
- Габариты: 4400×2150×2580 мм
- Количество: 2 ед.
- Макс. Ø над станиной: 630 мм
- Макс. Ø над суппортом: 420 мм
- Вес: 4 300 кг
- Габариты: 4200×2050×1880 мм
- Количество: 6 ед.

- Рабочий стол: 1000×1000 мм
- Оси: 4
- Вес: 23 000 кг
- Габариты: 8000×5200×3800 мм
- Количество: 2 ед.
Description of the production process
Advantages
Преимущества
Надёжность и прозрачность
- Оборудование с сертификатами и происхождением
- Официальные договора и прозрачный документооборот
- Репутация, которой можно доверять
Комплексное закрытие задачи
- Без лишних подрядчиков
- Экономия времени и ресурсов
- Подбор → Поставка → Монтаж → Документация
Скорость исполнения
- Быстрый подбор и запуск производства
- Стандартные позиции всегда в наличии
- Собственное производство = независимость
Advantages in comparison with analogues